锌合金压铸生产工艺,锌合金压铸生产工艺流程
本作品内容为锌合金压铸生产工艺,格式为 doc ,大小 26664 KB ,页数为 1页
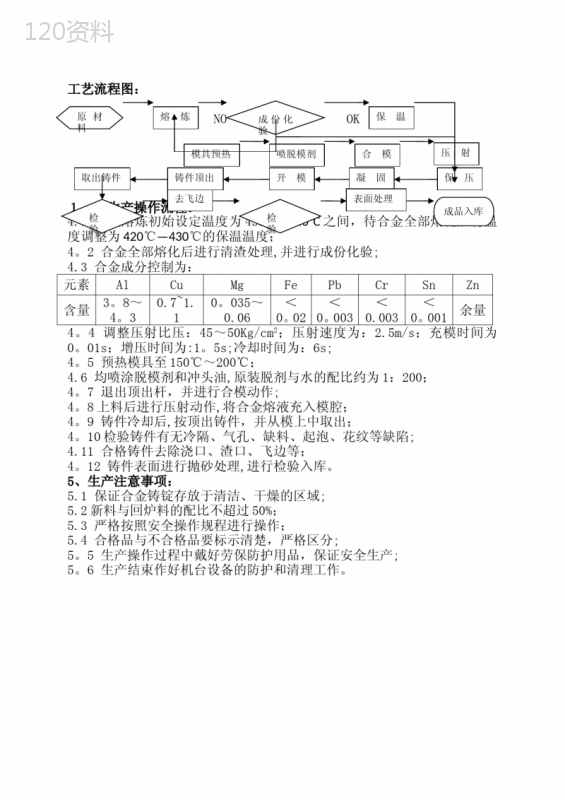
('工艺流程图:NOOK1、生产操作流程:4.1合金熔炼初始设定温度为435°C—440°C之间,待合金全部熔化后将温度调整为420℃—430℃的保温温度;4。2合金全部熔化后进行清渣处理,并进行成份化验;4.3合金成分控制为:元素AlCuMgFePbCrSnZn含量3。8~4。30.7~1.10。035~0.06<0。02<0。003<0.003<0。001余量4。4调整压射比压:45~50Kg/cm2;压射速度为:2.5m/s;充模时间为0。01s;增压时间为:1。5s;冷却时间为:6s;4。5预热模具至150℃~200℃;4.6均喷涂脱模剂和冲头油,原装脱剂与水的配比约为1:200;4。7退出顶出杆,并进行合模动作;4。8上料后进行压射动作,将合金熔液充入模腔;4。9铸件冷却后,按顶出铸件,并从模上中取出;4。10检验铸件有无冷隔、气孔、缺料、起泡、花纹等缺陷;4.11合格铸件去除浇口、渣口、飞边等;4。12铸件表面进行抛砂处理,进行检验入库。5、生产注意事项:5.1保证合金铸锭存放于清洁、干燥的区域;5.2新料与回炉料的配比不超过50%;5.3严格按照安全操作规程进行操作;5.4合格品与不合格品要标示清楚,严格区分;5。5生产操作过程中戴好劳保防护用品,保证安全生产;5。6生产结束作好机台设备的防护和清理工作。原材料熔炼成份化验保温开模保压凝固压射合模喷脱模剂模具预热去飞边铸件顶出取出铸件表面处理检验检验成品入库',)
提供锌合金压铸生产工艺,锌合金压铸生产工艺流程会员下载,编号:1700754835,格式为 docx,文件大小为1页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载